研
究
報
告
大
分
県
産
業
科
学
技
術
セ ン ター
【
研究報告】
―製品開発支援担当―
1.グッドデザイン商品創出事業報告
···
1
―グッ
ド
デザイ
ン商品化サポート
の取り
組みについて―
豊田修身・
坂本晃・
小谷公人・
濱名直美
2.油の微生物分解処理技術の一般化に関する研究(その4)
···
6
斉藤雅樹・
坂本晃・
小谷公人・
濱名直美・
関正明
3.大径クヌギ材の利用技術の開発
···
8
豊田修身・
古曳博也・
河津渉・
大野善隆
4.県産スギ材による簡易ハウスの開発
···
10
山本幸雄・
城井秀幸
―機械・
金属担当―
5.セラミックスの高精度切削加工技術(第2報)
···
12
―ベク
ト
ル磁気特性計測用Hコ
イ
ル巻枠の加工―
水江宏・
大塚裕俊・
重光和夫・
相原茂
6.難削性金属材料の切削加工技術の高度化に関する研究(第1報)
···
15
―コ
ーテッ
ド
超硬エンド
ミ
ルによ
る
難削材の効率的切削加工技術の開発―
大塚裕俊・
水江宏
7.難燃性マグネシウム合金リサイクル材の材料特性
···
20
―難燃性マグネシウ
ム合金のリ
サイ
ク
ルに関する
研究―
園田正樹・
高橋芳朗・
清水慎吾
―食品産業担当―
8.青果物の流通技術に関する研究
···
24
―調査:
ニラ
の予冷施設及び温度条件―
朝来壮一
9.県産ブルーベリーの加工適正評価と果汁製造技術の開発
···
28
廣瀬正純・
堀
元司
10.食品加工残さ飼料の開発(第2報)
···
31
堀
元司・
樋田宣英
11.食品加工残さ飼料の給与による高品質鶏卵の開発
···
36
堀
元司・
樋田宣英
【
技術ノ
ート
】
グッドデザイン商品創出支援事業
報告
グッドデザイン商品化サポートの取り組みについて
豊田修身・坂本晃・小谷公人・濱名直美
製品開発支援担当
Report on support of Good Design Development
Support commercialization with good design
Osami TOYODA
・
Akira SAKAMOTO
・
Kimito KOTANI
・
Naomi HAMANA
Product Development Gr.要
旨
商品開発に取り組む大分県内の企業に対して,商品企画,商品化,事業化の各プロセスにおいて,各企業担当者,担
当職員,外部アドバイザーが連携して共同開発を行い,計 6 社の開発支援を実施した.ニーズに応じた商品企画プロセ
スの支援,商品化プロセスの支援,事業化プロセスの支援を進め,その結果,商品企画の立案実施 3 件,商品デザイン
の決定 1 件,事業化( 上市) 2 件を進展させた.
1.
はじめに
本事業では,県内企業の商品開発の各プロセスにおい
て,それぞれ効果的な開発手法・市場導入手法による開
発支援をする事により,市場競争力のある商品の創出と,
経営資源として「デザイン」を定着させ,市場競争力の
ある商品を生み出す事のできる企業の育成を目的として
いる.
本年度は,企業の実情と商品開発ニーズにマッチした
支援を実施できるよう商品開発プロセスを 3 工程に支援
区分( Fi g. 1) し,自ら商品開発を計画している企業の企画
づくりを支援する「商品企画ステップアップ事業」,商品
アイデアを商品にするための設計,試作,量産化といっ
た商品化作業を支援する「グッドデザイン商品化サポー
ト事業」,完成済みの製品の事業化やブランディング戦略
に必要なパッケージ・リーフレット・プレスリリースと
いった販売促進作業を支援する「開発商品の事業化サポ
ート事業」を実施したので、その支援方法と具体的な開
発支援の結果を報告する.
2.
支援方法
県内企 業のうち新た に商品の企画を 行おうとして い
る企業,既に商品アイデアや完成済みの製品を有する企
業等を対象に本事業を広く周知し,要望のあった企業等
の申請を受けて,当センター職員がヒアリング調査を行
い,申請内容及び課題調査の結果をもとに審査し,本事
業を実施する必要があると認められる商品開発課題を選
定することとした.
また,事業対象,選定方法,実施方法等は商品開発プ
ロセスの支援区分によって,以下のとおりとした.
2- 1 商品企画ステップアップ事業
事業対象:自ら商品開発を計画している県内企業
選定方法:申請書及び課題調査等を審査し選定
実施方法:企業担当者とセンター職員が商品開発プロ
セスに沿ってディスカッションを重ね,共同作業に
より商品の企画づくりを行う.併せて,商品企画作
成途 中に,外部 デザイナーと マーケッタ ーを招聘
し,個別指導を行うことで,商品企画を立案する.
2- 2 グッドデザイン商品化サポート事業
事業対象:商品アイデア,開発計画を有する県内企業
選定方法:申請書及び課題調査等に加え,選定評価委
員会での面接審査後,審査・選定基準等に基づき
審査し選定する.
実施方法:企業の商品アイデア,商品計画に基づき,
担当 者とセンタ ー職員及 び各商品開 発分野の 専
門アドバイザーがディスカッションを重ね,企画
を商品 にするための設計 ・試作・ 量産化といっ た
商品化作業に情報やノウハウを提供する.また,
デザイ ン・設計 ・生産等の作業に ついて自社技 術
だけでは対応できない場合には,外部企業への委
託作業に係る支援を実施することで,商品設計・
試作・量産化を行う.
2- 3 開発商品の事業化サポート事業
事業対象:完成済みの製品を有する県内企業
選定方法:2- 2 と同じ
実施方法:企業の製品に基づき,担当者とセンター職
員及 び各商品 開発分野 の専門ア ドバイザー がデ
ィスカッションを重ね,事業化戦略及び付随する
ブランディング戦略の作成と、戦略に基づいたパ
ッケージ・リーフレット・広告作成、展示会出展、
Web製作等の作業に情報やノウハウを提供する.
また,ブランディング・パッケージ・広告作成等の
作業 について 自社技術 だけでは 対応できな い場
合には,外部企業への委託作業に係る支援を実施
することで,事業化( 上市) を行う.
3.
支援内容と成果
3- 1 商品企画ステップアップ事業
3- 1- 1 株式会社 田中工藝(豊後高田市)
課題名:高齢者向けキッチンの企画・開発
期間:H22 年 7 月 1 日∼H23 年 2 月 25 日
目標:テーマを絞った企画力のスキルアップ
内容:企業担当者と企画チームを作り,月に 1∼2 回
の会合で,テーマを設けて参加者が能動的に作業
を進める手法で研究会を開催し,将来に向けて取
り組 む方向が 見えるよう なアイデ アやイメー ジ
を拡げた.途中,アドバイザーを1回招聘し,指
導を仰いだ.
結果:アドバイザーからの指摘を受けて申請時のテー
マを変更した.ターゲットを高齢者として,低下
する 身体機能 を何で補う かという ことを考え る
ため,高齢者の特徴を広くリストアップしその改
善案の中から,具体的な製品アイデアの企画提案
を行った.
成果:ブレーンストーミングなどでアイデアを出す場
を多く持ったことにより,今後クリエイティブな
商品 開発を進 める上での スキルア ップにつな が
った.
3- 1- 2 可兒醤油 合資会社(臼杵市)
課題名:味噌・醤油・麹を用いた新商品の開発
期間:H22 年 7 月 1 日∼H23 年 2 月 28 日
目標:新しい味噌・醤油・麹製品の企画
内容:企業担当者と開発チームを作り,月に2∼3回
の会合で,商品開発プロセスに沿って商品企画の
検討を行った.途中,アドバイザーを1回招聘し,
指導を仰いだ.
結果:「糀を売る」ための 2 次製品,3 次製品(味噌・
醤油加工品も含む)の製造販売を商品開発のスタ
ンスとした.そこで,大手企業が対応できないす
Fi g. 3 グッドデザイン商品化サポート事業のスキーム
Fi g. 4 開発商品の事業化サポート事業のスキーム
カニ入り醤油(試作 ) ふぐ皮味噌漬け (試作)
バジルみそ 坐来 商談会 で好 評 ギフトに採 用された
モンゴリアンソース カニ入り醤油(試作 )
ふぐ皮味噌漬け (試作)
バジルみそ 坐来 商談会 で好 評 ギフトに採 用された
モンゴリアンソース
「海鮮糀調味料」及び「洋食に合う新調味料」の開発企画で製作した試作品等
き間商品,他にあまりない味噌・醤油・糀の2次
商品により,企業の名前=ブランドの周知,そこ
から昔ながらの味噌・醤油に導く方向性で検討し,
以下の 2 つの企画を検討した.
・臼杵の海産物等を活用した「海鮮糀調味料」
・「洋食に合う新調味料」
成果:「海鮮糀調味料」については,かに入り醤油「蟹
醤油」、ふぐひれ醤油及び系列の製品等を検討中
である.「洋食に合う新調味料」については,バ
ジル味噌、モンゴリアンソースを商品化した.こ
れらは商談会で好評であったことから,製品の一
部がギフト品として採用された.
3- 1- 3 株式会社 クマガエ(日田市)
課題名:こんにゃくの新商品開発
期間:H22 年 7 月 1 日∼H23 年 2 月 28 日
目標:洋食にも合う新感覚のこんにゃく製品の企画
内容:企業担当者と開発チームを作り,月に 2∼3回
の会合で,商品開発プロセスに沿って商品企画の
検討を行った.途中,アドバイザーを1回招聘し,
指導を仰いだ.
結果:現行商品とはまったく異なるこんにゃくの原料
であ るグルコ マンナンを 使ったス イーツの開 発
企画を練り上げた.それにより,スイーツを現行
商品のこんにゃくと分けて,2つのブランドを立
ち上げる構想を企画した.
成果:2つのブランド構想のうち,スイーツのブラン
ドは「ラングダンジュ(天使の舌)」というブラ
ンド名で展開することとした.その後,フーデッ
クスジャパン(幕張メッセ)で試験的にバイヤー
の反応を確認したところ,たいへん好評で,取引
が成立した.他方のこんにゃくのブランド名は,
「クマガエこんにゃく」として「マンナンマスタ
ーのいる企業」という職人による創意工夫の新商
品開発企業のイメージを打ち出した.「ほるこん」
を中心に PRしたところ,各メディア等で紹介さ
れ,複数の量販店と取引が成立した.
3- 2 グッドデザイン商品化サポート事業
3- 2- 1 株式会社 デンケン(由布市)
課題名:血栓症診断用イムノクロマトリーダーの開発
期間:H22 年 7 月 1 日∼H23 年 2 月 28 日
目標:プロダクト・デザイン手法を活用した商品デザ
インの決定と設計・製作
専門アドバイザー:
ひさつねデザインラボ 代表 久恒 敏幸 氏
内容:イムノクロマトリーダー製品の共同開発企業で
ある ( 株) キュー メイ研究所も参画 した製品開 発
会議を 7回開催し,血栓症診断用イムノクロマ
ト・システムを総合的に考慮した現場ニーズの調
査及び開発検討を行った.ユーザの操作環境コン
セプ トの構築及 び具体的な プロダクト ・デザ イ
ン・プロセスによる表現・提案等について,相互
で検討を重ね製品開発を進めた.
結果:メイン・コンセプトは「さいてきか( 最適化,
最滴下,差異適化) 」とした.商品デザインは,
製品開発会議の様子 商品コンセプトの提案(アドバイザー久恒氏より)
原理試作機とプロダクト・モデルの検討
プロダクト・モデルの板金加工試作(㈱デンケン)の検 プロダクト・デザイン案(アドバイザー久恒氏より)
イムノクロマト・システムの再検討デザインの提案
決定した商品デザインに基づく設計(㈱デンケン)
Fi g. 7 イムノクロマトリーダーの開発プロセスと成果
グルコマンナンを使った スイーツの開発企画で製作したポスター・パンフ・パッケージ等
装置を測定機能に限定し,アプリケーション・ソ
フト ウェアで測 定操作や結 果表示を行 うシス テ
ム構成に特化することで,ユーザビリティーとコ
スト・パフォーマンスの両立を図った.専門アド
バイザーから提案されたプロダクトモデルの 1 次
試作,加工コスト等を考慮した再設計等を行い,
商品デザインの決定及び設計を完了した.
成果:共同開発企業間で進めてきた血栓症診断用イム
ノクロマト・システムをトータル・ソリューショ
ンとして捉えたプロダクト・デザインにより,量
産を 想定した 商品の具体 的な検討 が可能とな っ
た.
3- 3 開発商品の事業化サポート事業
3- 3- 1 株式会社 日出ハイテック(日出町)
課題名:SMART ロジックシミュレーション検証ツール
の販路開拓
期間:H22 年 7 月 1 日∼H23 年 2 月 28 日
目標:販売戦略の構築,効果的な販促ツール及びマー
ケティング戦略の開発
専門アドバイザー:
( 有) デザインプラネット 代表取締役 宗野茂昭 氏
内容:半導体など電子・電気系分野のメディアに見ら
れる 販促表現や新 商品の広報 手法のスタイ ルを
分析し,商品をマスコミ向けに情報発信する際の
リリースのポイントを抽出した.機能面での差別
化,用途面での提案性を整え,専門的ユーザや市
場に おける簡易ロ ジックテス タの訴求点を 洗い
出した.電子・電気系の教育専門校の現場ニーズ
をヒアリングし,今後、教育分野での活用を目標
とした方針を立てる条件についても検討した.
結果:専門的なユーザや市場に向けてのコミュニケー
ションデザインの方針から,商品パッケージの設
計,商品特性をまとめたリーフレット,展示会ポ
スター,自社サイトでの商品広告等を具体化し,
事業化( 上市) した.
成果:半導体関連の商社と販売提携し,簡易ロジック
テスタ「Logi c SMART Tes t er 」として発表し,各
メディアの記事として掲載された.また,東京、
福岡、宮崎等で行なわれた展示会において,リー
フレットなどの紙資料、商品使用の実演操作を含
めた映像資料で商品紹介を行ない,販促活動の積
極的な展開が可能となった.
3- 3- 2 株式会社 大山(日田市)
課題名: 水郷ひたで生まれたばらジャム
期間:H22 年 11 月 10 日∼H23 年 2 月 28 日
簡 易型ロジッ クテスタ 「L ogic S MARTT es ter」本体
22年11月25日 に 県 庁 記 者 室 で 行 な っ た 商 品 記 者 発 表 の様子。 日刊工業新 聞、合 同 新 聞 お よ び ト ラ ン ジ ス タ 技 術 ウ ェ ブ
トランジ スタ技術 2011/2/28付 大分合 同新聞 2010/12/8付 日刊 工業新聞 2010/12/2付
本体、オプショ ン品 を 含 む パ ッ ケ ー ジ
ウェブサ イ ポスター とリーフ レット
Fi g. 8 ロジック検証ツールの販路開拓と成果
ブランド名“虹のとおりみち”リーフレッ
ギフトパッケージ4種 た べる 薔薇 ジャ ム のロ ゴ、 ネー ム 、ジ ャム ラベ ルデザインなど
たべる薔薇のジャム (深紅のばら、ピンクのばら)
ローズティーパッケージ (深紅のばら、ピンクのばら)
目標:「食べる薔薇」を用いた加工食品(ローズジャ
ムやローズティーなど)の販売
専門アドバイザー:
( 株) 九州のムラ市場 代表取締役 丸岡 克之 氏
( 有) デザインプラネット 代表取締役 宗野 茂昭 氏
内容:優位性・訴求点の整理を行ない,アドバイザー
から食品流通,販売方法,販路開拓,販促ツール
等コミュニケーションデザイン開発の表現・提案
等のアドバイスを受けながら,商品説明の内容と
パッ ケージに用 いるラベル やギフトの 構成に つ
いての方向性を定めた.また並行して,商品活用
メニ ューのアイ デア出しや 賞味期限設 定の実 験
などに取組んだ.食品の特性にあう包材について
もパッケージ組み立ての試作,適する包材の検討
を行なった.個別商品のパッケージデザインでは,
ジャ ムやティー という食の カテゴリー から見 え
る特長と販売形態について情報収集し,市場導入
の為の条件抽出(商標検索,品質表示,価格設計
等)を行なった.
結果:想定する薔薇という華やかな花が好まれる特別
な市 場やユー ザに求めら れるギフ トパッケー ジ
を設計した.食品として販売するにあたっては,
当セ ンター食 品担当より 食品加工 のアドバイ ス
を得て,品質表示内容を整えた.また、海外およ
び国内の他社製品との商品比較,差別化のポイン
トを探り,消費者への提案としての食べ方や取り
扱い留意点などに反映した.さらに,薔薇を用い
た商 品を複数 取り合わせ 構成した ギフトには ブ
ランドネームをつけ,企業姿勢と商品説明を盛り
込んだリーフレット等、コミュニケーションデザ
インのツールを整えた.
成果:新規商品化の「ばらジャム」は、知的所有権セ
ンターの協力を得て,商品名の商標出願を行なっ
た.1次デザイン案の商品パッケージを用いて商
談会に望んだところ,食品バイヤーから高い評価
を得られ,試験販売の提案や販売交渉が行われて
いる.
4.
まとめ
本事業を実施することにより,県内企業に経営資源と
してのデザインの重要性,特に売れる商品を作り出すた
めの市場ニーズに基づいた開発等,デザインワークの手
法の有効性について広く理解させる事ができた.また,
企業内の商品開発に外部デザイナーを派遣し,企業単独
では生み出すことが困難な市場競争力の高い商品アイデ
アや試作を多く誕生させることができ,対象となった企
業には経営資源として様々なデザイン手法を導入させる
事ができた.
ただし,事業終了後については,企業独自の取り組み
を中心とすることとなり,当センターからの支援は通常
の技術支援に移行するため,商品としてきちんと流通に
乗せてい けるような十分な 支援ができない可能 性が大
きくなる.今後は,県や公益法人の実施する販売促進事
業等、関係する支援機関の実施する各種支援メニューを
活用して、企業と当センターの間の更なる有機的連携を
作り,ヒット商品の創出を総合的に支援していきたいと
油の微生物分解処理 技術の一般化 に関する研 究(その4)
斉藤雅樹
*
・坂本晃
*
・小谷公人
*
・濱名直美
*
・関正明
**
*
製品開発支援担当・ **
実装アドバイザー
Research and Development for Utilization/Generalization of
Biodegradation Disposal of Recovered Oil (4
thReport)
Masaki SAITO
*・
Akira SAKAMOTO
*・
Kimito KOTANI
*・
Naomi HAMANA
*・
Masaaki SEKI
***
Product Development Gr.
・
**Implementaion Advisor
要
旨
油流出事故回収物の処理時の環境負荷低減を目的とする微生物分解技術について,平成13年度より大分県内のバ
ーク( 樹皮) 堆肥を用いた研究を行い,特許登録に至っている.その社会実装として19年度に北海道,山口県,20年
度に岩手県,栃木県,21年度に富山県,山口県( 2回目) ,22年度には岐阜県にて同様の実験を行い,油分推移と微
生物相変化について検討を行った.また,シンポジウム開催や拠点づくりなど各種の実装活動を行った.
1.
はじめに
平成9年のナホトカ号事故を契機に,当センターでは杉
樹皮製油吸着材をはじめとする油濁対策関連技術の研究
開発を行ってきた.平成19年度からは,回収油の現処理
法である「焼却」に対し,環境負荷低減型の処理と位置
付けられる微生物分解処理技術の社会実装を目標として
きた.これまで「回収油を閉鎖サイトにおいて微生物分
解処理した安全な残留物を環境に戻す」シナリオ実現を
目指し,バーク堆肥製造工場での発酵工程をそのまま処
理に適用するモデルの実証研究を行ってきた.
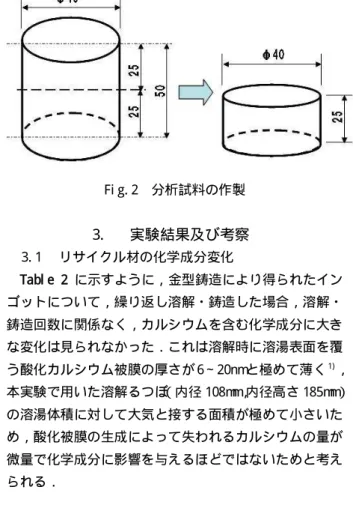
油濁事故回収物における油分は事故実測値で14∼21%程
度
1)
,ナホトカ号事故では数%
2)
と意外に低いため,処理拠
点を全国に配置することが社会実装には不可欠であると
考え,19年度には北海道,山口県にて,20年度には岩手
県,栃木県にて,21年度には富山県,山口県( 2回目) にて
バーク堆肥による油分解実験をそれぞれ行い
3) 4)
,本技術
の社会実装に向けたバイオ処理の拠点づくりを行ってき
た.
本研究では,岐阜県にて油分解のデモ試験を実施し,
あわせて,山口県で実装活動の一つとして関係者や市民
に向けての普及啓発シンポジウム・視察会を開催し,大
分県所有の特許の実施申請など事業化着手段階に至った.
2.
デモ試験
NPO日本バーク堆肥協会および関連団体を通じて新たに
拠点候補企業を募集したところ,岐阜県のバーク堆肥製
造企業より実験の申し出があった.全国的な実装活動す
なわち油のバイオ処理拠点を分散的に配置することを目
指し,岐阜県にて堆肥製造工場の発酵工程ヤードにて油
分解のデモ試験を実施し,バイオ処理の拠点づくりを行
った.計画どおり拠点候補1箇所でのデモ試験となった.
3.
社会実装活動
本 研 究 は 「 油 流 出 事 故 回 収 物 の 微 生 物 分 解 処 理 の 普
及」実装活動の一環と位置付けられている.堆肥製造工
場での油分解デモ試験で良好な成果が得られた拠点にお
いてはこれまでシンポジウムで地元の関係者や市民に向
けて普及啓発活動を行っている.今年度は,これまでに
基礎実験および実証実験を実施した山口県地域において,
技術紹介と設備公開を兼ね,関係者や市民に向けての普
及啓発シンポジウム・視察会を開催した.
シンポジウム「科学技術の実装としての流出油バイオ
処理」と題し,平成23 年 1 月19日に山口県下関市にて
開催し,翌 20日は油処理が可能な設備実現に向けた改修
を実施した拠点企業ヤードの視察会を開催した( Fi g. 1∼
Fi g. 2) .
シンポジウムではまず成城大学・小田切宏之氏による
基調講演「科学技術の経営と政策における新しい流れ」
にて,科学技術の実装が社会の中でどう位置付けられ評
価されているかの動向などが紹介され,幅広い視点から
提言を頂いた.続いて,「油流出事故への対応」と題し
て( 独) 海上災害防止センターの萩原貴浩氏に講演を頂き,
油流出事故とはどんなものか,そして具体的対策の概略
について実際の事故をもとに専門的知識をかみ砕き,一
般来場者にもわかりやすく紹介された.また,ここ半年
の対応の最新状況についてプレゼンテーションが行われ
た.
その後,本実装活動の紹介として,「流出油のバイオ
処理∼全国で実施中の油分解実験」と題し,当センター
より活動趣旨と具体的構想につき説明を行った.山口県
下関地区で実施されたデモ試験の結果をもとにした事業
化への取り組みを山陽チップ工業㈱の伊藤一則氏より紹
介され,本実装活動への協力が呼びかけられた.この後,
当センターの実装アドバイザーで産業廃棄物対応の専門
家である関正明氏と,( 独) 科学技術振興機構のプログラ
ムオフィサーである冨浦梓氏を加えたパネルディスカッ
ションが行われ,本技術の実装が社会に与える影響や貢
献などについて議論が行われ,様々な提言が行われた.
当日は油流出事故など海上防災従事者をはじめ,行政
機関,教育機関,一般の環境業務・学習に一般の環境業
務・学習に取り組む市民まで幅広い参加者があり,特に
民間企業からの参加者が目立った( Fi g. 3∼Fi g. 4) .
Fi g. 1 会場の様子( H23. 1. 19 下関市,参加 93 名)
Fi g. 2 視察会の様子( H23. 1. 20 下関市,参加 37 名)
Fi g. 3 機関別内訳
Fi g. 4 業務分野別内訳
4.
まとめ
本研究における実施内容は以下のとおりである.
・山口県において,油分解実用デモ試験をもととし
た事業化の取り組みが行われており,その状況など
を紹介するシンポジウム「科学技術の実装としての
流出油バイオ処理」を開催した.
・岐阜県においてバーク堆肥を用いた油分解デモ試
験を実施した.
微生物分解処理技術は,製造,使用,処分時における
熱処理が原則として不要な環境負荷の低い油回収・処理
システムとして期待されており,引き続き本技術の一般
化と社会への実装活動が求められることになると考えら
大径クヌギ材の利用技術の開発
豊田修身
*
・古曳博也
**
・河津渉
**
・大野善隆
**
*
製品開発支援担当・ **
農林水産研究指導センター林業研究部
Research and development of large diameter log of kunugi ( sawtooth oak )
Osami TOYODA
*・
Hiroya KOHIKI
**・
Yoshitaka OONO
**・
Wataru KAWADU
***
Product Development Gr.・**Oita Prefectural Agriculture, Forestry and Fisheries Resaerch Center Forestry Reseach Division
要
旨
日田地区の家具業界で多用している外国産材は輸入制限の強化や輸送運賃の値上がりなどで高騰する傾向にあり、
入手困難になることも想定される.業界では椎茸ほだ木として造林されたクヌギ材が大径化して蓄積量が増えている
ことに着目して家具用材として使用できないか検討したいと考えている.そこで公設試農工連携推進事業により当セ
ンターと農林水産研究指導センター林業研究部の連携のもと平成 21∼23 年の 3 ヵ年の計画で、クヌギを多用した家具
作りの可能性を見極めるため、製材から乾燥、加工、製品化の一連の試験研究を行った.
1.
目的
本県では脚物家具といわれるテーブルや椅子などを作
る家具産業が日田市を中心に発展してきた.戦後に産地
を形成し,高度経済成長の中で大きく伸びてきた.発展
の初期の段階の原材料は地場の木材が中心であったが,
外材が安く安定的に入るようになってからは大きく外材
に依存するようになり,今では使用木材の約80%が外材
である.しかし,近年,この外材も価格が上昇し,また,
原産国の輸出制限も増えており,安定的な供給が今後も
続くとは考えられない状況である.そこで,業界では県
産木材活用の検討を進めていきたいと考えている.
そこで,「大径クヌギ材」に的を絞り,どのように材
を加工すれば家具用材として使えるかを研究した.
2.
研究内容
クヌギ材は,反りやねじれが生じやすく,重い材料で
ある.そのため以下の3点の技術課題に重点を置いて研
究を行った.
まず最初の課題は反りやねじれの少ない木材乾燥であ
る.目標含水率を家具用材に適する8%とした.
次の課題は割れや反り等の欠点を除去した小割り材の
利用の検討である.縦継ぎ加工材や集成材として利用方
法を検討する.
3点目の課題は重さを低減したスライス材の利用であ
る.突き板としての活用を試みて製品化の可能性を検討
することとした.
2. 1 反りやねじれの少ない木材乾燥
胸高直径30∼34cmのクヌギ原木を2mの長さに玉切りし
た ( Fi g. 1) . 材は 芯を 避けて 幅を 約 11c m, 厚さ 約3c mに
製材し,桟積みにした.材の上部に載荷して室内で4ヶ
月 天 然 乾 燥 し ( 7∼ 10月 ) , さ ら に 5日 間 人 工 乾 燥 し た
( Fi g. 2) .
Fi g. 1 玉切りした材
2. 2 割れや反り等の欠点を除去した小割り材の利用
乾燥材に存在している割れや節,反り等の欠点を除去
して,幅22mm,厚さ22mmの寸法に切削して小割り材とし
た.フィンガージョイント加工により長さ方向に縦継ぎ
した.( Fi g. 3) フィンガーのピッチは5mm,長さは19mm,
19. 5mm,20mmの3種類で,曲げ試験により加工材の強度
を調べた.
Fi g. 3 フィンガー加工した材
2. 3 重さを低減したスライス材の利用
胸 高直径 34∼42cmのクヌ ギ原木を 用い「 突き板化 粧
板」に加工した.工程は,「原木→製材→煮沸→スライ
ス→乾燥→板貼り」である.厚さ0. 2mm及び0. 5mmの柾目
取りと板目取りにスライスして,繊維板( MDF) に貼った.
その材を「60℃,90%RH( 高湿) 及び60℃,45%RH( 低湿) の
環境において,耐久性を調べた.
3.
研究結果及び考察
3. 1 乾燥試験について
木材の含水率は,4ヵ月の天然乾燥で約 15%となり,
さらに 5 日間の人工乾燥で目標値の約 8%となった.芯
去り製材により表面割れ等の頻度が少なくなり,また載
荷により極端な反りやねじれも抑えることができた.し
かし,幅広で長尺ものの材料を求める場合には,更なる
改良が必要と思われる.
3. 2 小割り材の利用
縦継ぎ加工材の曲げ強さは,無垢材の 113( N/ mm2) に
対して,フィンガー長さ 19. 5mm及び 20mmの場合,両方
とも約 70%の値を示した.若干の強度低下は,今回使用
したフィンガー加工機が大断面構造用だったこと,及び
フィンガーの形状が大きかったためと思われる.今後は,
細かな形状となる造作用の加工機を用いて接合し,強度
を上げていく予定である.
3. 3 スライス材の利用
クヌギの木目はナラ材に似かよっているので価格や加
工特性などが同程度であれば,需要は十分にあると考え
られる.柾目取りでは虎の斑紋模様( 虎斑) が現れるので,
装飾的な価値が期待できる.
突き板にした材の耐久性の試験は,60℃の環境で行っ
た結果,接着面のはく離の兆候が若干見られたが,ウレ
タン系の塗料で塗装することにより解決できた.幅方向
の反りは繊維板( MDF) の裏面に別のスライス材( 今回はメ
ラピー材) を貼ることにより解決した.しかし,スライ
ス材を取るときの加工性は残念ながら悪く,刃物の切れ
上がりの早さ,節やヤニ壺による刃物先端の欠けが頻発
するなど課題は多いといわざるを得ない.
3. 4 家具試作
スライス材を用いた突き板や縦継ぎの集成材を主な材
料として「こたつ」と「下駄箱」の 2 点を試作した.
( Fi g. 4 及び Fi g. 5) 2 点とも仕上がりはナラ等の他の素
材の製品と比較して遜色はないが,無垢で使うとどうし
ても重くなることは否めない.また,材料の反り等の経
年変化がどの程度なのかを見極める必要があるので,製
品とした上での変化も今後観察していく予定である.
Fi g. 4 こたつ
県産スギ材による簡易ハウスの開発
山本幸雄・城井秀幸
農林水産研究指導センター林業研究部
Research and Development of Simple House by Sugi Wood ( Japanese Cedar ) of Oita
Prefectural Product
Yukio YAMAMOTO
・
Hideyuki KII
Oita Prefectural Agriculture,Forestry and Fisheries Resaerch Center Forestry Reseach Division
要
旨
県産のスギ材の需要拡大を製品開発の面から支援するため,平成20 年度から平成22 年度までの3 カ年計画で,林
業研究部,産業科学技術センター(平成 20 年度のみ),大分大学(福祉環境工学科木質構造研究室),株式会社トラ
イ・ウッドの4者により,一般の消費者が手軽に購入して組み立てられるような簡易ハウスの開発を共同で取り組ん
できた.3年目の今年はこれまでの試作品でのアンケート結果などを踏まえて,「木製のバイクポート」としてターゲ
ットを絞りリデザインし,マニュアル作成の段階まで研究を進めた.
1.
目的
近年,非木造系の安価で高品質,しかも機能的なミニ
ハウス,倉庫,ガレージ,工事現場事務所などが増加し
ている.本研究は,この分野での県産スギ材の利用拡大
を図るため,コストや品質,機能性,強度などに優れた
大手メーカーにはない,購入者が簡単に組立てられかつ
再利用可能な簡易ハウスを提案し,市場を開拓すること
を目的とした.
2.
研究内容
本研究ではスギ3層パネルを等の構造用面材等を活用
した.そして,短期施工性,高居住性,高耐震性に優れ
た新工法を開発して,柱のない,面材だけで構成された
シンプルな空間をできるだけ低コストで作ることを目指
してきた.年度毎に研究のステップを高めてきたので,
その経過を記しながら研究の内容を報告する.
2. 1 平成20年度の研究
厚さ45mmのスギ積層パネルを用い,パネルの相欠きに
よるかん合接合を基本とする工法Aと,蟻継ぎのような
傾斜した突起部を組み合わせ丸ナットを用いて留めつけ
る工法Bの2種類について検討した.工法A(Fi g. 1)は
適切な精度で相欠き部を加工するとかん合が良すぎるた
め解 体が難しく 再利用が困難 ,一方,工 法B(Fi g. 2)
は接合部の形状が複雑なため加工が難しいことが分かっ
た.壁の強度はどちらの工法でも十分であった.施工性
などにつ いて検討するため 実大モデルを試作 した結果
(Fi g. 3),ブロックを使った基礎は素人には施工が難
しいこと,45mmのスギ積層パネルは重すぎること等の問
題点が分かった.
Fi g. 1 工法 A Fi g. 2 工法 B
Fi g. 3 H20 年度モデル
2. 2 平成21年度の研究
スギ積層パネルの厚さはすべて36mmとし,コスト削減の
ため芯を含む低質材を使用した.工法は工法Bの切欠き
の形状を簡素化し,加工を容易にした工法BN( Fi g. 4) を
用い,試験で十分な強度があることも確かめた.基礎は
ブロックを鋼材に代え( Fi g. 5) ,工法はBNに統一するな
どの改良を加えた平成21年度版実大モデルを試作し,別
府公園で一般公開するとともに( Fi g. 6) アンケート調査
を実施した.その結果,約7割の人が趣味の部屋を想定
しており,購入希望価格は,50万円までが最も多いこと
が分かった.
Fi g. 4 工法 BN
Fi g. 5 基礎を鋼材に改良
Fi g. 6 別府公園での一般公開
2. 3 平成22年度の研究
最終年度の研究試作では、工法はH21年度モデルを踏
襲した.用途をバイクガレージとすることや加工をより
簡素化するため,開口部に幅10cmの直行壁を設けること
や壁内のダボを省略する等のリデザインを行った.基礎
を更に強化したH22年度版実大モデルを試作し,福岡市
などで一般公開( Fi g. 7) してアンケート調査をした.購
入希望価格は,別府市での調査では50万円,福岡市では
120万円が最も多いことが分かった.また,購入者が組
立てに必要となる施工マニュアル( Fi g. 8) も作成した.
Fi g. 7 福岡での一般公開
Fi g. 8 施工マニュアル
3.
考察
3年間の連携研究で当初の目標である,品質,機能性,
強度などに優れた大手メーカーにはない,購入者が簡単
に組立てられかつ再利用可能な簡易ハウスの開発がほぼ
できたと考えている.今後,開発した簡易ハウスの販売
を事業化するため,さらなる低コスト化と,販売方法等
セラミックスの高精度切削加工技術( 第 2 報)
―ベクトル磁気特性計測用 Hコイル巻枠の加工―
水江宏
*
・大塚裕俊
*
・重光和夫
*
・相原茂
**
*
機械・金属担当・
**
西日本電線株式会社
Precision Cutting Technology of Ceramics
Cutting for HCoil Bobbin of Local TwoDimensional Vector Magnetic Sensor
-Hiroshi MIZUE
*・
Hirotoshi OHTSUKA
*・
Kazuo SHIGEMITSU
*・
Shigeru AIHARA
** *Mechanical and Metallurgical Engineering Gr.・**NISHI NIPPON ELECTRIC WIRE & CABLE CO.LTD.
要
旨
前報で明らかとなった入隅部の削り残し量を抑制できる加工条件を利用し,H コイル巻枠の高精度 6 面加工を行うた
めに,精密マシニングセンター内に簡易機上計測システムを構築した.本システムを使用し,段取り替えに伴う誤差な
どを機上で計測・修正加工を行い,高精度な 4mmタイプと 2mmタイプの Hコイル巻枠を試作できた.
1.
はじめに
H コイル巻枠の入隅部の形状が,コイルの巻乱れの主
原因と考えられるので,入隅部の形状精度向上を目的に
切削加工実験を行ってきた.前報では,1 個の H コイル
を 1 本のエンドミルで仕上げるワーク除去量から,工具
寿命を想定した場合,入隅部の削り残し幅は,7. 5mま
で抑制でき,単純溝加工における加工精度はほぼ目標値
に達した.したがって本年度は,前報の加工条件を活用
して直方体の 6 面加工により Hコイル巻枠を試作する.
6 面加工を行うには,複数回( 通常 6 回) のワーク着脱
が必要であるので,ワーク取り付け誤差を 1 次加工後に
行う修正加工により補正する.顕微鏡観察ユニットを加
工機主軸ヘッドに取り付けた簡易機上計測システムを構
築することで,測定のためにワークを着脱することなく,
加工機上 で精度確認と修正 加工を繰り返すこ とができ
る.
2.
実験方法
加工機には安田工業( 株) 製の精密立型高速マシニング
センターYMC325を使用した( Fi g. 1) .機上計測用の顕微
鏡はシグマ光機( 株) 製同軸照明付観察ユニット,オリン
パス( 株) 製 20 倍対物レンズを使用した( Fi g. 2) .被削材
には( 株) フェローテックセラミックス製ホトベールを使
用した.被削材の機械的特性は前報のとおりである.ホ
トベールは電気絶縁性,断熱性に優れ,半導体や液晶製
造部品に使用される緻密なセラミックス材料であり,超
硬工具を使用することで切削加工ができる特性を持つ.
工具 は市販の超 硬合金製ス クエアエン ドミルを使 用
し,6 面の加工を工具 1 本で行った.工具突き出し量は,
コレットナット端面から約 15mmとした.
前報では,セラミックス加工粉が加工機の摺動面を痛
めないように浸漬加工としたが,今回はワークの着脱効
率を考慮し乾式として,加工粉が機上に飛散しないよう
に,加工中は掃除機を使用して吸引した.
初めに固定ジグ( Fi g. 3) を用いて,ワークを立てて固
定し A- 1 から A- 4 面を単溝加工し,その後ワークを寝か
せて B- 1 と B- 2 面をクロス溝形状に加工した( Fi g. 4) .
切削は,前報で最適となった条件( 切削速度:5. 0m/ mi n,
1 刃あたり送り 3m) で行った.
2. 1 4mmタイプ H コイル巻枠の加工実験方法
工具は,日進工具( 株) 製 MSES230P,直径 3. 0mm,2 枚
刃,コーティング無( 別注品) を使用した.
Fi g. 1 使用加工機 YMC325
計測画像用
Z 切込み量は,前報では工具先端の寿命試験の目的か
ら 10 または 20mであったが,本報の加工では,Z 切込
みは各溝を 1 パスで加工し,設定値は設計図面により A
面は 100m,B 面は 100,200,300,400mとした.
6 面毎に,1 パス加工後,機上に設置した顕微鏡で精度
を確認し誤差が大きい場合のみ,X または Y 方向の誤差
量に対して 70%の修正加工を行った.100%の修正としな
かったのは,工作機械の繰り返し誤差などにより,切込
み( 過修正) が生じないように考慮したためである.
2. 2 2mmタイプ H コイル巻枠の加工実験方法
2mmタイプの加工では,日進工具( 株) 製 MSES230P,直
径 1. 0mm,2 枚刃,コーティング有( 標準品) を使用した.
A 面加工での Z 切込みは,各溝を 1 パスで加工した.B
面加工では,溝深さから 5m残した Z 切込み量で製品中
央まで加工し,Z 切込み量を最終溝深さに設定し逆サイ
ドから 1 本溝を仕上げる行程とした.これは 4mmタイプ
の加工で問題となった溝出口部のカケ( 後述) を防止する
ためである.各溝深さは,設計図面により A 面は 200m,
B 面は 250,400,450,600mである.
A 面の単溝加工では,4mmタイプと同様の手順で,1 パ
ス加工後,機上計測システムで精度を確認し誤差が大き
い場合のみ,70%の修正加工を行った.
B 面のクロス溝加工では,あらかじめ A 面の単溝加工
のエッジ形状を機上計測システムで精度計測を行い,計
測座標値をオリジナル NC プログラムに入力することで,
1 度の加工で高精度加工が行えるようにした.
3.
実験結果
3. 1 4mmタイプ H コイル巻枠の加工実験結果
A 面加工では,簡易機上計測システムで観察した結果,
5m程度の着脱誤差が生じていたが修正加工は行わず,
拡大加工のみとした.
また,B 面加工では,機上顕微鏡での評価の結果 A 面
加工による溝と B 面加工での溝が一致していない部分が
認められたため,修正加工を行った.
Fi g. 5,6 に修正加工による寸法誤差の抑制効果を示
す.Fi g. 5( a) では A 面加工時の溝と B 面加工の溝の段差
が約 27m 認められる.これに対して修正後の段差が約
8m( =27× 0. 3) になるように修正加工を行ったところ,
実際の段差は約 10mとなった( Fi g. 5( b) ) .
また,Fi g. 6( a) では A 面加工時の溝と B 面加工の溝の
段差が約 19m 認められる.これに対して修正後の段差
が約 6m( =19× 0. 3) になるように修正加工を行ったとこ
ろ,段差は約 8mとなった( Fi g. 6( b) ) .
どちらの場合も,修正目標値と実測値の差は約 2mで
あり,本手法により,ワーク着脱誤差などを十分に補正
できることが分かった.
試作した H コイル巻枠を Fi g. 7 に示す.巻枠エッジ部
に比較的大きめのカケが確認できる.工具が溝から出て
くる時に溝底部に発生している.これは,前報の加工条
件より Z 方向切込みを大幅に大きくしているためである
と考えられる.
加工後の工具刃先の摩耗状態を Fi g. 8 に示す.工具刃
先摩耗量は半径方向 8∼9m であった.前報により工具
刃先形状が加工後のワーク形状に転写され一致すること
が確かめられているので,ワークの入隅部の削り残し量
は,8∼9m程度と推察できる.
Fi g. 2 機上計測機器
観察ユニット
C C D
工具
バイス 対物レンズ
マグネットベース
Fi g. 3 ワーク固定ジグ
Fi g. 4 H コイル巻枠加工面
A - 3 面
A - 1 面
A - 2 面
A - 4 面 B- 1 面
3. 2 2mmタイプ H コイル巻枠の加工実験結果
試作品をFi g. 9 に示す.A 面加工では,4mmタイプと
同様,機上計測システムで観察した結果,精度良好であ
ったので修正加工は行わず,拡大加工のみとした.また,
B 面加工では,機上計測システムによる A 面の溝エッジ
の計測とオリジナル NC プログラムの使用により,1 工程
で高能率・高精度な加工ができた.
また,工具パスの工夫により,顕微鏡で確認してもほ
ぼカケの無い加工ができた( Fi g. 10) .
加工後の工具刃先の摩耗状態を Fi g. 11 に示す.工具
刃先摩耗量は半径方向 8∼9mであり,4mmタイプと同等
に良好な結果であった.
4.
まとめ
簡易機上計測システムを工作機械の主軸ヘッドにマグ
ネット装着し,簡単な計測と修正加工を行うことで,ワ
ーク着脱による誤差などをほぼ修正値どおりに抑制でき
ることがわかった.
4mmタイプ Hコイル巻枠( 工具径 3. 0) および 2mmタイプ
( 工具径 1. 0) の 6 面加工においても,入隅部の削り残し
量はともに 約 8∼9m であり,前報の 単溝加工の場合
( 7. 5m) と同等であることが確認できた.
NC プログラムの工夫により能率良く高精度加工が可
能となった.また,溝底部のカケを大幅に抑制すること
ができた.
本研究は,大分県地域結集研究開発プログラムの一部
として,西日本電線株式会社と共同で行ったものである.
( a) 1 パス加工後( 修正前) ( b) 修正加工後
Fi g. 6 修正加工形状
( a) 1 パス加工後( 修正前) ( b) 修正加工後
1div=10m
Fi g. 5 修正加工形状
( a) すくい面 ( b) 外周逃げ面
Fi g. 8 工具刃先の摩耗状態( 4mmタイプ加工後)
1div=10m
Fi g. 7 H コイル巻枠 4mmタイプ試作品
( 顕微鏡視野 の都合上、左 図は上下で写真 合成していま す)
3
.
0
4
.
0
Fi g. 9 H コイル巻枠 2mmタイプ試作品
2
.
0
1
.
0
( a) すくい面 ( b) 外周逃げ面
Fi g. 11 工具刃先の摩耗状態( 2mmタイプ加工後) 1div=10m
Dynamometer Endmill
Holder
M/C table Workpiece
X Y
Z
難 削 性 金 属 材 料 の 切 削 加 工 技 術 の 高 度 化 に 関 す る 研 究 ( 第 1 報 )
― コ ー テ ッ ド 超 硬 エ ン ド ミ ル に よ る 難 削 材 の 効 率 的 切 削 加 工 技 術 の 開 発 ―
大 塚 裕 俊 ・ 水 江 宏
機 械 ・ 金 属 担 当
Study on End Milling Difficult-to-Machine Alloys (the 1st report)
High Efficient Machining with Coated Carbide Endmills
-Hirotoshi OHTSUKA
・
Hiroshi MIZUE
Mechanical and Metallurgical Engineering Gr.要
旨
難 削 性 金 属 材 料 の 切 削 加 工 技 術 の 高 度 化 の た め , 開 発 さ れ た エ ン ド ミ ル 工 具 を 用 い て , ス テ ン レ ス 鋼 , ダ
イ ス 鋼 な ど 難 削 材 の 切 削 加 工 実 験 に よ り そ の 効 率 的 な 加 工 条 件 の 探 索 を 行 っ た . そ の 結 果 , 適 切 な 加 工 条 件
に よ り 本 エ ン ド ミ ル が ス テ ン レ ス 鋼 ・ ダ イ ス 綱 ( SKD11 系 ) に 適 用 可 能 で あ る が , ダ イ ス 綱 ( SKD61) に お
い て 最 も 切 削 距 離 が 延 び る こ と が 示 さ れ た . な お ダ イ ス 綱 ( SKD61) で は , 切 削 速 度 や 径 方 向 切 込 量 を 適 正
値 よ り 大 き く す る と 急 激 に 切 削 距 離 が 減 少 す る が , 一 刃 送 り 量 に つ い て は 切 削 体 積 と 生 産 性 を 最 大 に す る 最
適 値 が 存 在 す る こ と が わ か っ た .
1.
はじめに
ダイス鋼やステンレス鋼は金型や機械部品等に多く利
用されているが,その硬度や材料特性に起因する難削性
の解消が常に課題となっている.とりわけ近年エンドミ
ルによる切削加工が一般的となっているため,エンドミ
ル加工における被削性の向上が求められている.今回,
これら難削性金属材料の切削加工技術の高度化のため,
新たに開発されたコーテッド超硬エンドミル工具を用い
て,難削材の切削加工実験によりその効率的な加工条件
の研究を行う.そしてあらかじめ設定した標準切削条件
を基準として本エンドミルの工具寿命試験を行うことに
より,工具寿命や生産性を大きくできる適切な加工条件
について示す.
2.
実験装置と方法
2. 1 被削材と切削工具
工具として直径 8mm,4 枚刃、ねじれ角 30° の( Ti ,
Al ) N コ ー テ ィ ン グ さ れ た 超 硬 ス ト レ ー ト エ ン ド ミ ル
(新たに(株)信栄製作所で開発)を用いる.工具の形
状を Fi g. 1 に示す.なおエンドミルの母材はチッピン
グに強い超微粒子超硬合金を用い,従来の Al Ti Nコーテ
ィング材料等に比較して硬度や耐酸化性が向上した被膜
を用いている.
被削材として①ステンレス鋼 SUS440C,SUS304②ダイ
ス鋼 SKD11( 硬さ HRC60) ,HPM31( SKD11 改良鋼) ③ダイス
鋼 SKD61( 硬さ HRC53) を用いる.
2. 2 実験装置と手順
Fi g. 2 に用いる実験装置の概略を示す.上記の材料か
ら作製した被削材を立形マシニングセンタ( MC) のテーブ
ル上に取り付ける.被削材は圧電素子を用いた 3 成分工
具動力計上に保持され,工具寿命試験と切削抵抗の測定
に用いられる.試験および測定は Tabl e 1中の Rd,Ad
に示されるように,被削材についてエンドミルの軸方向
と径方向に一定の切込み量を与え,XY 平面内での直線
端面切削により行う.
F ig. 1 C oated carbide endmill
T able 1 C utting conditions for experiment
Cutting speed S (Spindle speed) V
75*, 113, 150 m/min 3000*, 4500, 6000 min−1 Feed per tooth fz 0.03*, 0.09, 0.18 mm/tooth
Cutting direction Down cut Free length of endmill 24 mm
Tool runout ≦ 4μm
Radial depth of cut Rd 0.2*, 0.4, 0.6 mm Axial depth of cut Ad 8 mm
Workpiece
①SUS440C ,SUS304 ②SKD11, HPM31 ③SKD61
Coolant Dry air
* Standard cutting conditions
2. 3 実験条件
工具寿命試験および切削抵抗測定について用いる切削
条件(直線切削)を Tabl e 1に示す.このうち*印が標
準切削条 件であり,すべて の被削材に共通に 用いられ
る.被削材③SKD61 においては,後述のように切削速度
S(主軸回転数 V),一刃送り量fzおよび径方向切込量
Rdを比較のため標準切削条件から変化させて実験を行
う.実験では,工具寿命となるまで直線端面切削加工を
繰り返し 行って切削抵抗を 測定するとともに ,切りく
ず・切れ刃の摩耗などを観察する.
3.
実験結果と考察
3. 1 ステンレス鋼
金属組織がそれぞれマルテンサイト系の SUS440C とオ
ーステナイト系の SUS304 を用いて,標準切削条件のも
とでのステンレス鋼の工具寿命試験および切削抵抗測定
を行い,被削性等について比較評価を行った.ステンレ
ス鋼はさまざまな用途に広く利用されているが,一般に
靭性が大きく加工硬化を起こしやすい性質などから,そ
の被削性に問題があり切削加工効率の向上が課題となっ
ていた.
まず SUS440C では,Fi g. 3 に示すように切削距離の増
大とともに工具摩耗が次第に進展し,切削距離 72mで工
具寿命となった.工具摩耗の特徴は,切れ刃先端形状が
逃げ面とすくい面を含めて面取り状に鈍化していくよう
に摩耗が進展していく点である.また境界部において工
具摩耗がやや大きくなった.また切削距離が大きくなる
と 切れ刃へ の被削材 の溶着 が一部発 生した(Fi g. 3 切
削距離 56m).
切削抵抗の測定値については,切削距離とともに被削
材に対する法線方向成分 Fx が他成分と比べて切削距離
とともに顕著に増大しているが,これは工具摩耗の増大
に対応している(Fi g. 4).
切りくず形状については,切削距離 12m程度までは
銀色の短冊状切りくずであるが,切削距離 36mになっ
て切りくずの千切れが多くなっており,この段階で切れ
刃に大きなチッピングは見られないことから刃先の細か
いチッピングが成長した結果として切りくずの千切れが
F ig. 4 Relation between cutting length and cutting force
(Workpiece: SUS440C)
F ig. 3 Photographs of cutting edge
(Workpiece:SUS440C )
0m
36m
54m
72m
1m
m
F ig. 5 Photographs of chip (Workpiece:SUS440C )
0m
36m
54m
72m
起こってきたものと考えられる.工具摩耗時にはほとん
ど切片状に断裂した切りくずとなり,切りくずの色も銀
色から鈍い色に変化した(Fi g. 5).
これに対し SUS304 では,切れ刃の摩耗形態は SUS440
とほぼ同様であり,工具寿命までの切削距離もほぼ同じ
で あ っ た . 切 削 抵 抗 の 工 具 寿 命 ま で の 増 加 傾 向 も
SUS440 とほぼ同様であったが,切削抵抗値は SUS304 の
方がやや高く(Fi g. 4),その工具摩耗は切れ刃全体に
わたって均一に早く進行し,切りくずも工具摩耗時には
ほとんど断裂状となった.
3. 2 ダイス綱(SKD11 系)
ダイス鋼 SKD11 は金型用鋼材として広く利用されてい
るが,これまで被削性に問題があり切削加工効率の向上
が課題となっていた.そのため組織の炭化物を微細かつ
均一に分散させるなど改良を施した SKD11 系の新種鋼材
が開発され普及している.本研究ではその例として日立
金属(株)製の冷間ダイス鋼 HPM31 をとりあげた.そし
て SKD11 と HPM31 について標準切削条件のもとで試験を
行い,被削性等について比較評価を行った.
まずSKD11 では,切削距離5m付近で刃先に比較的大
きなチッピングが発生し,刃先が急激に摩耗して切刃に
大きな火花を巻くようになり,大きな溶着を起こして切
削 不 能 と な り 切 削 距 離 8m 程 度 で 工 具 寿 命 に 至 っ た
(Fi g. 7点線).
これに対し HPM31 では,Fi g. 6 に見られるように,切
削距離の増大とともに切れ刃の均一な摩耗進行と溶着の
発生があったが,切削距離 12m付近までは比較的安定し
た切削が可能であった.しかしその後切れ刃各部にチッ
ピングが発生してそれが成長し,切削距離 36m付近で境
界部に大きなチッピングが発生し切刃に大きな火花を巻
くようになり溶着を起こして工具寿命となった.
切削抵抗の測定値については,切削距離とともに被削
材に対する法線方向成分 Fx が他成分と比べて切削距離
とともに顕著に増大したが,工具寿命に近づくにつれ増
加傾向は小さくなった(Fi g. 7).
切りくず形状については,新品工具時は金色で細く大
きなカール形状であったが,切削距離の増大とともに,
徐々にカールが開き色が深青色に変化していった.そし
てチッピングの発生と成長につれ切りくずの千切れが発
生し,細 かい切りくずの破 断片が発生するよ うになっ
た.最終的には切りくずは不定形に千切れて散乱した.
また色が一部深青色から青白色へと変化した.また工具
摩耗の増大とともに,切りくずのカール内側の色は深青
色に変化していき,その後深青色から青白色へと変化し
た.エン ドミル切刃の崩壊 とともに工具寿命 を迎えた
(Fi g. 8).
以上の結果から SKD11 の材質を改良した HPM31 につい
て,その被削性向上が本実験により裏付けられた.また
本エンドミルについて,別の実験結果から従来の Al Ti N
コーテッ ド超硬エンドミル よりも切削距離が 延びてお
り,工具のコーティング材料の改良も SKD11 系金型用鋼
材のエンドミル切削に有効であると考えられる.
F ig. 7 Relation between cutting length and cutting
force(Workpiece: HPM31)
F ig. 6 Photographs of cutting edge (Workpiece:HPM31)
0m
12m
24m
36m
1m
m
F ig. 8 Photographs of chip (Workpiece:HPM31)
0m
12m
24m
36m
3. 3 ダイス綱(SKD61)
ダイス鋼 SKD61 は金型用鋼材として広く利用されてい
る.本研究では標準切削条件と,比較のため標準切削条
件から変化させた条件の両方で試験を行い,被削性等に
ついて比較評価を行った.
まず標準切削条件での工具寿命試験では,Fi g. 9 に見
られるように,切削距離の増大とともに切れ刃各部に均
一な摩耗が進行した.その後切削距離 72m付近から境界
部での摩耗とチッピングが目立ちはじめ溶着が見られる
ようになった.そして切削距離 260m 付近で境界部に大
きなチッピングが発生し直後に切れ刃が崩壊して切削距
離 280mで工具寿命となった.
切削抵抗の測定値については,切削距離とともに被削
材に対する法線方向成分 Fx が他成分と比べて切削距離
とともにゆるやかに増大したが,工具寿命に近づくにつ
れ急激に増大した(Fi g. 10).
切りくず形状については,新品工具時は金色で細く大
きなカール形状であったが,切削距離の増大とともに,
徐々にカールが開き端面にギザギザが発生しこのささく
れが切削 距離とともに大き くなった.さらに 切削距離
140m をすぎると一部色が赤紫色に変化しはじめ,切り
くずの千切れが発生するようになった.そして切削距離
200m を過ぎると切りくずの色が全体的に赤紫∼青紫を
含む濃い色に変化し,最終的に工具寿命時には青色とな
った.切りくず形状も工具摩耗時にはほとんど断裂状と
なった(Fi g. 11).
3.3.1 切削速度による工具寿命の変化
切削速度 S を変化させて工具寿命試験を行った際の切
削抵抗の測定値(法線方向成分 Fx)の変化を比較して
Fi g. 12 に示す.切削速度 S を標準切削条件(75m/ mi n:
主軸回転数 3000r pmに対応)を含む 3 通りに変化させて
実験を行ったが,変形前の切りくず形状はいずれも同じ
と なる条 件と した.Fi g. 12 によれば, 切削速 度 S が
75m/ mi nより大きくなると急激に工具寿命までの切削距
離が減少することがわかる.これより標準切削条件での
切削速度 S がほぼ適切な条件に含まれることが推察でき
る.
3.3.2 径方向切込量による工具寿命の変化
径方向切込量 Rd を変化させて工具寿命試験を行った
際の切削抵抗の測定値(法線方向成分 Fx)の変化を比
較して Fi g. 13 に示す.径方向切込量 Rd を標準切削条
件(0. 2mm)を含む 3通りに変化させて実験を行った.
Fi g. 13 によれば,径方向切込量 Rd が 0. 2mmより大きく
なると急激に工具寿命までの切削距離が減少することが
わかる.これより標準切削条件での径方向切込量 Rdが
ほぼ適切な条件に含まれることが推察できる.
3.3.3 送り量による工具寿命の変化
一刃送り量 f z を変化させて工具寿命試験を行った際
の切削抵抗の測定値(法線方向成分 Fx)の変化を比較
し て Fi g. 14 に 示す .一 刃送 り量 f z を標準 切削 条件
( 0. 03mm)を 含む 3 通 りに変化 させて実 験を行 った.
Fi g. 14によれば,一刃送り量f z が0. 09mm程度までは
F ig. 9 Photographs of cutting edge (Workpiece: SK D61)
144m
1m
m
0m
72m
288m
F ig. 10 Relation between cutting length and cutting force
(Workpiece: SKD61)
F ig. 11 Photographs of chip (Workpiece:SK D61)
0m
72m
144m
288m
工具寿命までの切削距離が大きくなるが,それ以上では
切削距離は減少することがわかる.一刃送り量 f z を大
きくでき れば切削体積や生 産性の増大が可能 となるた
め,一刃送り量 f z についてこれらを最大にする最適値
が存在することがわかる.よって標準切削条件での一刃
送り量 f z は,生産性の観点からはまだ大きくしてもよ
いことが推察できる.
4.
おわりに
開発されたエンドミル工具を用いて,切削加工実験に
よる難削材の適切な加工条件の研究を行って次の結果を
得た.
( 1) ステンレス鋼では,標準切削条件において SUS440C
が切削距離72m, SUS304 が切削距離40mとなり,切
れ刃先端が面取り状に鈍化していくような摩耗形態
を示した.
( 2) ダイス綱(SKD11 系)では,標準切削条件において
SKD11 が切削距離8m, HPM31 が切削距離 36mとなり
HPM31 による被削性向上が裏付けられた.
( 3) ダイス綱(SKD61)では,標準切削条件において切
削距離 280m となった.工具寿命に近づくほど切れ
刃境界部での摩耗とチッピングが顕著となった.
( 4) ダイス綱(SKD61)では,標準切削条件から切削速
度や径方向切込量を大きくすると急激に切削距離が
減少した.なお一刃送り量については切削体積と生
産性を最大にする最適値が存在する.
参考文献
(1) 中川平三郎,廣垣俊樹,垣野義昭, 喜田義宏,大
塚裕俊:金型用焼入れ鋼のエンドミル加工に関する
研 究 −SKD11 と SKD61 の 比較 − ,精 密工 学会 誌,
67,5( 2001) 834.
追
記
本研究は,平成 22 年度の九州各県工業系公設試連携
研究の一環として実施されました.
F ig. 12 Relation between cutting length and
cutting speed (Workpiece:SK D61)
F ig. 13 Relation between cutting length and
radial depth of cut(Workpiece: SKD61)
F ig. 14 Relation between cutting length and